EPOS4 位置制御ユニット Following Error(追従エラー)に関して
EPOS4位置制御ユニットの位置制御運転モード(CSP:Cyclic Synchronized Position modeやPPM:Profile Position Mode)で運転中に発生する、Following Errorに関して説明致します。
Following Errorは、指令位置(Position Demand value)に対する実際の位置(Position Actual value)の偏差が、設定したしきい値(Following Error Window)を超えた場合に発生します。いわゆる追従エラーになります。
エラーの発生原因としては、下記が考えらます;
- 動作開始のコマンドに対してモータが動いてない
- モータは動いているがトルクが足りてない
- エンコーダの故障や誤配線
- しきい値(Following Error Window)が異常に小さい値に設定されている
- 制御ゲイン値が不適切またはオートチューニング未実施 … etc
EPOS4では、初期設定時にモータパラメータの設定後、制御ゲイン値のオートチューニングを実施して頂いております。
今回は、Following errorが初期設定完了後、最初の試運転時に発生していると想定します。
オートチューニングまで問題なく完了している場合、上記原因のモータやエンコーダの故障、誤配線、オートチューニング未実施は無いものと考えられますので、発生原因として考えられる「モータは動いているがトルクが足りていない」に関して説明致します。
(以降の図はEPOS4の初期設定用ソフト EPOS Studioの「Data Recorder」というツールを使用して作成したグラフになります。クリックすると拡大します。)
図1は、位置制御モード Profile Position Modeにて、Following errorは発生せずに正常に終了した結果です。
赤線(指令位置)と青線(実際の位置)が重なって、偏差なく動作していることが分かります。
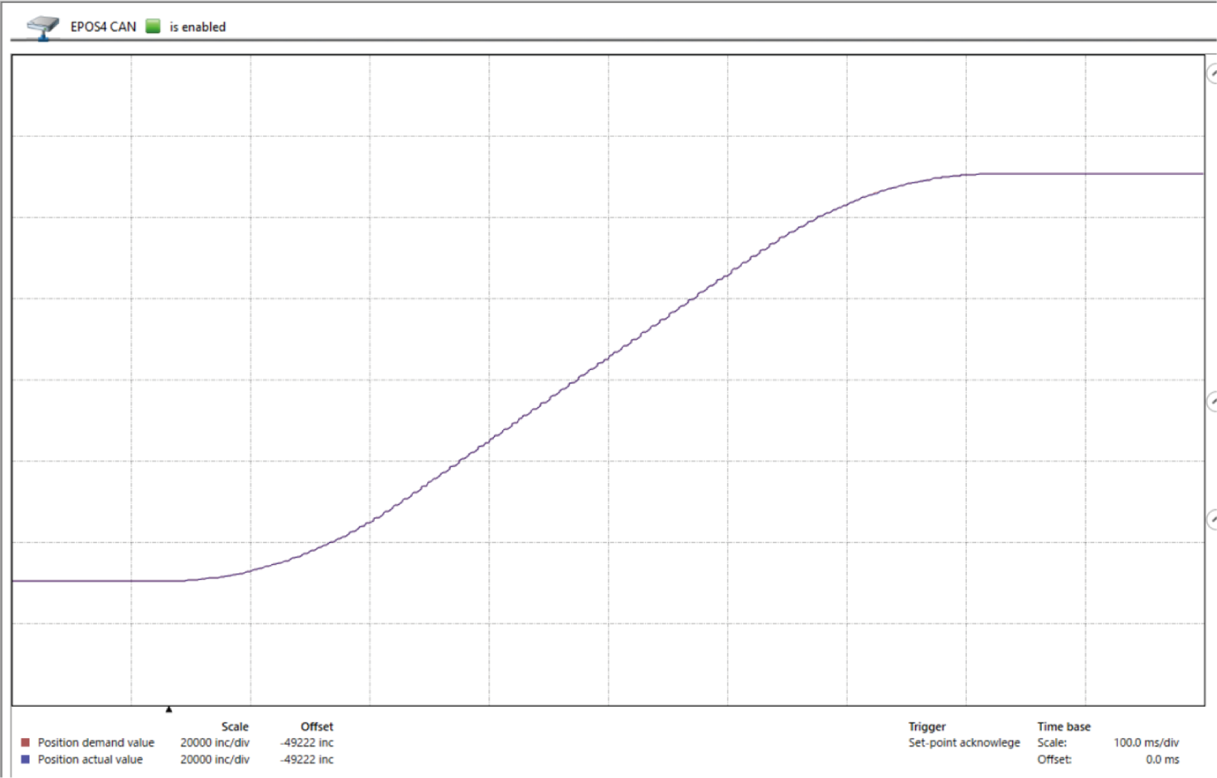 |
図1 指令位置+実際の位置(エラーなし) 赤線:指令位置(Position demand value) 青線:実際の位置(Position actual value) 横軸:時間[ms]、縦軸:位置[inc] |
Profile Position Modeは、回転数のプロファイル(加速度、等速度、減速度)を設定して動作させます(運転モード詳細は別コラムを参照ください)。
図1にこの回転数プロファイルを追加すると、図2のようになります。
緑線(指令回転数)と紫線(実際の回転数)は重なり、きれいな台形状が確認できます。
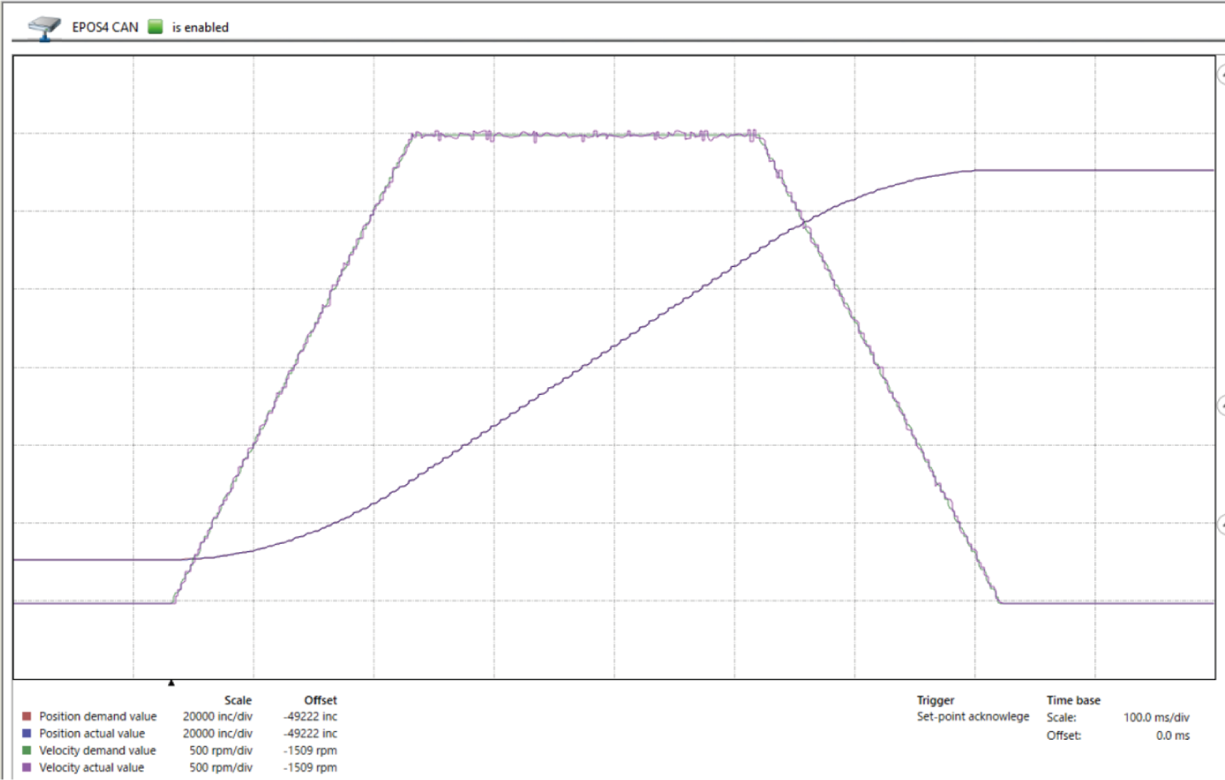 |
図2 指令位置+実際の位置+指令回転数+実際の回転数(エラーなし) 赤線:指令位置(Position demand value) 青線:実際の位置(Position actual value) 緑線:指令回転数(Velocity demand value) 紫線:実際の回転数(Velocity actual value) |
次に、加減速度を倍に増やし同じ指令位置で動作させると、Following errorが発生しました。
図3は図1と同様、指令位置と実際の位置、縦軸横軸のスケールも同じです。
動作の途中でエラーが発生し、モータが停止しています。
モータが停止(Disable:サーボOFF)のため、指令位置(赤線)が0 incになっています。
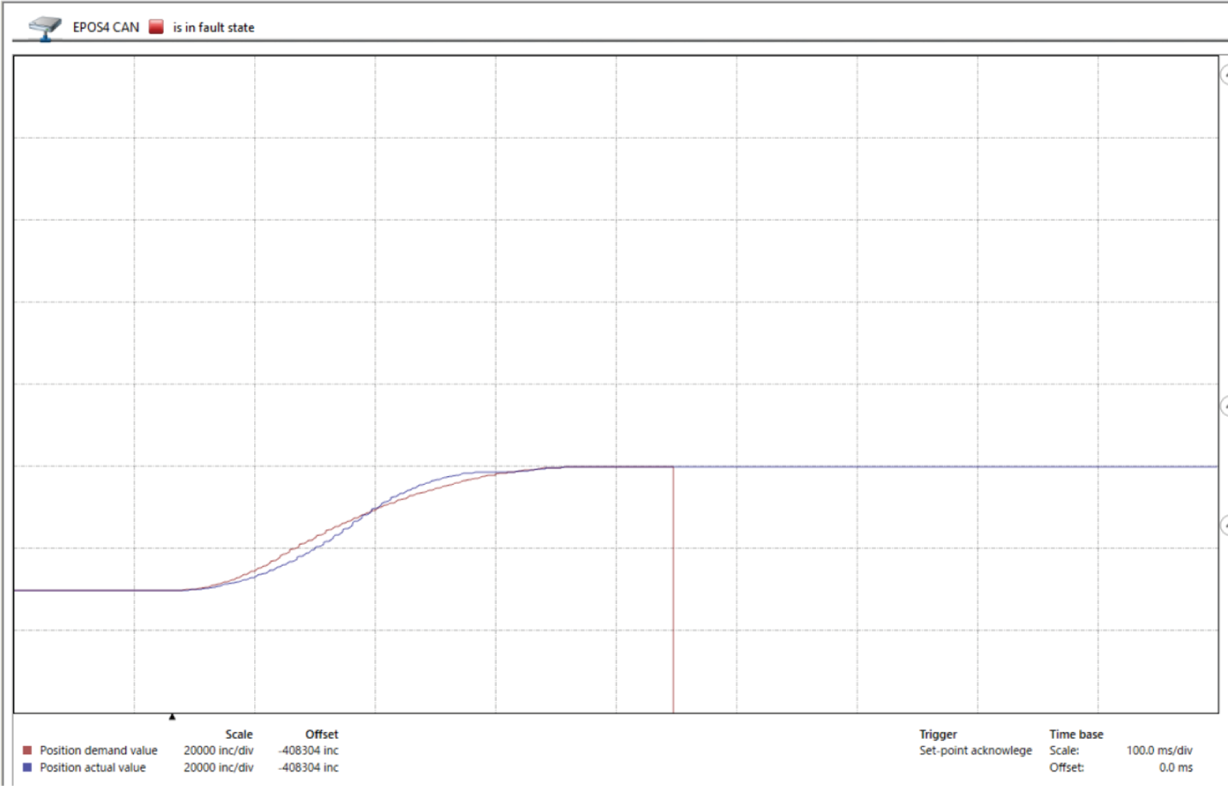 |
図3 指令位置+実際の位置(Following error発生) 赤線:指令位置(Position demand value) 青線:実際の位置(Position actual value) |
この部分を拡大し、更に指令回転数と実際の回転数を追加すると、図4のようになります。
モータは指令の加速度を満たせず(青丸部)、指令位置と実際の位置の偏差が徐々に大きくなっていき、赤丸部でしきい値(Following Error Window = 2000 inc [デフォルト値])を超えた時点でFollowing errorを検知します。EPOS4は設定された緊急停止用の減速度(Quick Stop deceleration)でモータを停止させた後、エラーを発生しDisable(サーボOFF)となります。
(なお、実際の回転数「紫線」が指令回転数「緑線」より高回転および急減速になっているのは、エラーを検知した時点から停止までの指令位置に追従しているためです。)
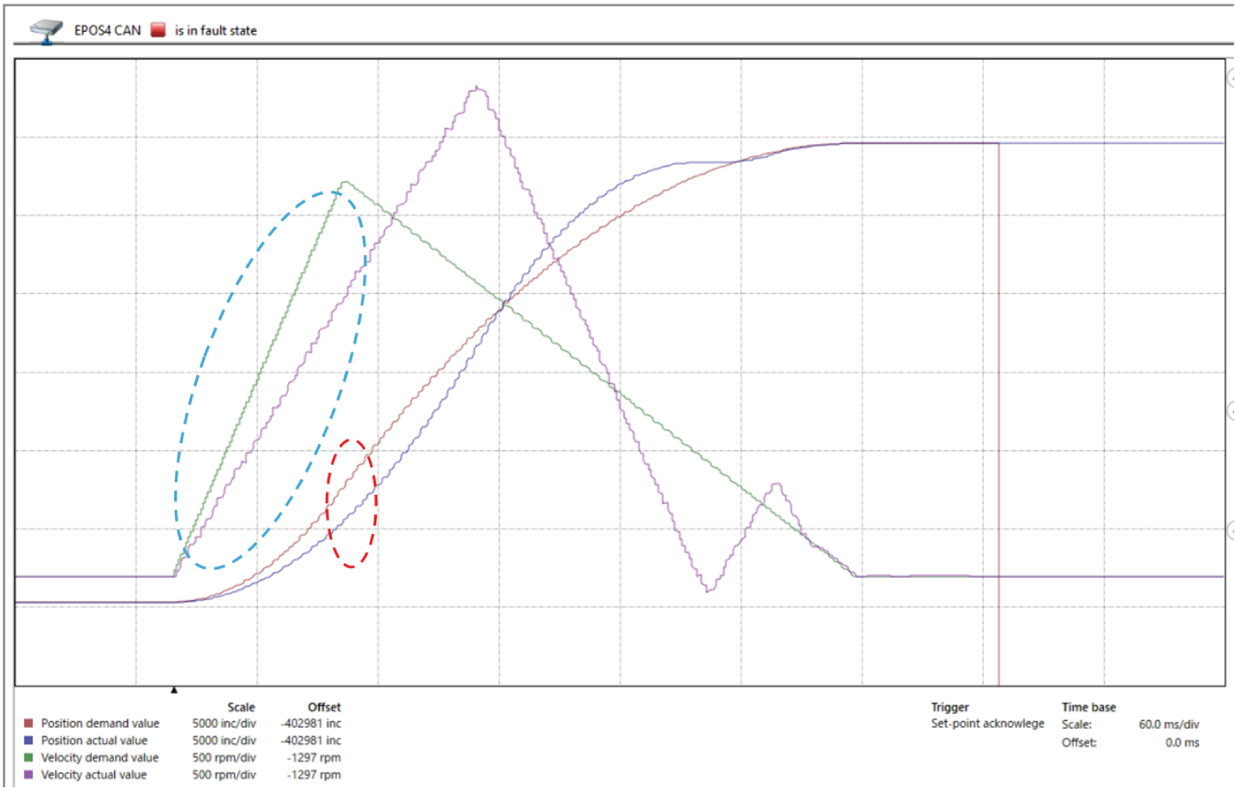 |
図4 指令位置+実際の位置+指令回転数+実際の回転数(Following error発生) 赤線:指令位置(Position demand value) 青線:実際の位置(Position actual value) 緑線:指令回転数(Velocity demand value) 紫線:実際の回転数(Velocity actual value) |
図5にて、モータ電流値(赤線)を追加すると、電流値が制限されているのが確認できます(赤矢印部)。
これは、EPOS4は指令の加速度に必要な電流(トルク)を発生しようとしますが、設定された電流制限値(Nominal CurrentやOutput Current Limit)までしか電流を出せないため、指令の加速度が出せずに位置の偏差が大きくなってしまいます。
Output Current Limitを増やす事でも対応できない場合は、ご使用のモータではトルク不足という事になります。
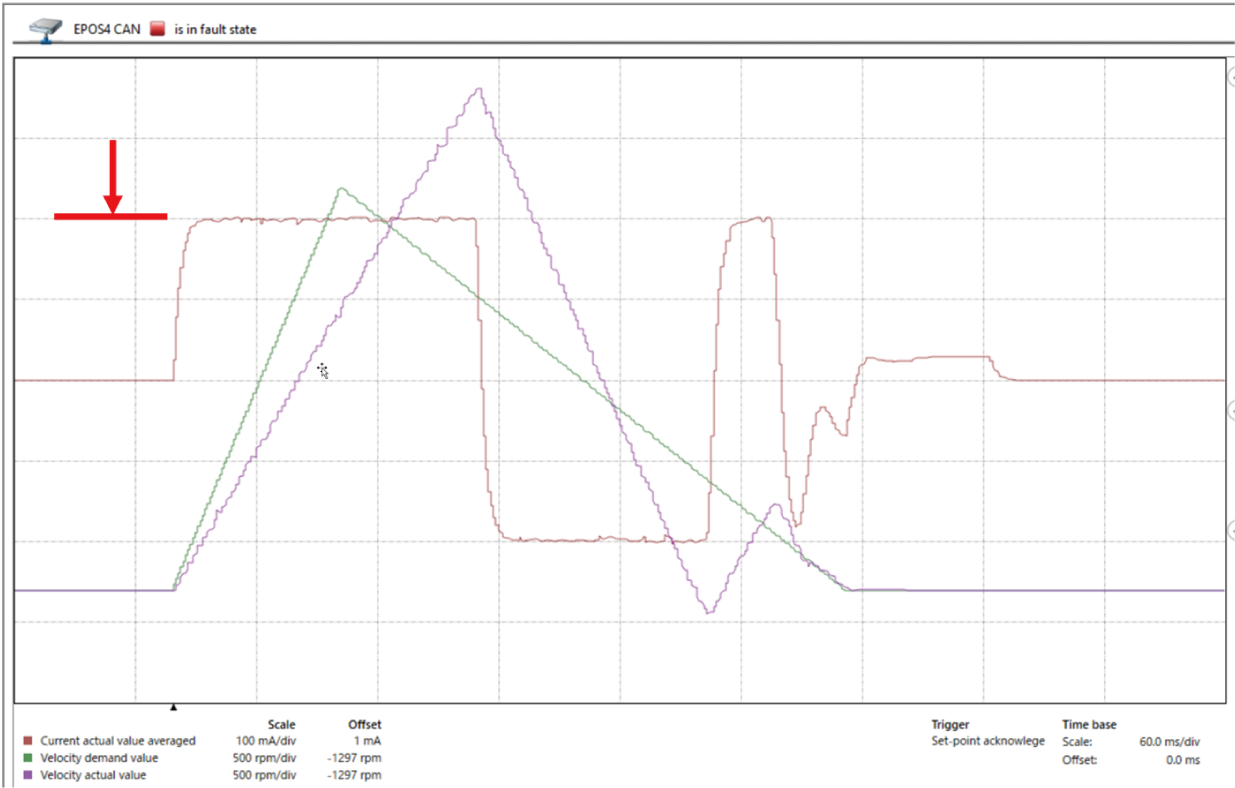 |
図5 指令回転数+実際の回転数+モータ電流値(Following error発生) 緑線:指令回転数(Velocity demand value) 紫線:実際の回転数(Velocity actual value) 赤線:実際のモータ電流値(Current actual value averaged) |
なお、Following errorのしきい値(Following Error Window = 2000 inc [デフォルト値])は変更することが可能です。
図6は、Following error発生時と同条件で、しきい値のみ20000 incに変更したグラフです。
加速時に偏差が大きくなっていますが、20000 incには達していないためにエラーは発生せず、最終的には指令位置に到達しています(等速区間で追い付いています)。
途中の挙動は問題にならず、最終的な到達位置のみを重視する場合はこちらの方法でFollowing errorを回避することが可能です。
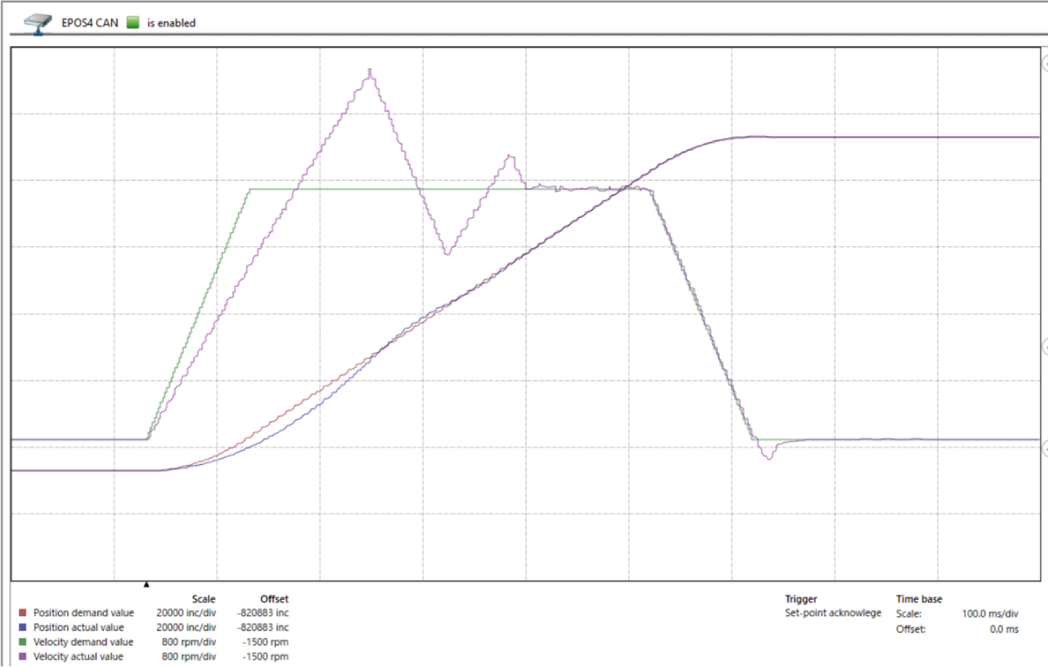 |
図6 指令位置+実際の位置+指令回転数+実際の回転数(エラーなし) 赤線:指令位置(Position demand value) 青線:実際の位置(Position actual value) 緑線:指令回転数(Velocity demand value) 紫線:実際の回転数(Velocity actual value) |
今回は、初期設定完了後の試運転で発生したFollowing errorを想定し、「モータは動いているがトルクが足りていない」状況の説明を行いましたが、実際の運転中に発生した場合は(最初は動いていたが途中からエラーが発生するようになった等)、冒頭でお伝えした原因の可能性をご確認ください。
その際、今回の説明でも使用したEPOS Studioの「Data Recoder」ツールは有用ですのでご利用ください。
(KASA)